Hardingsproces – soorten en weerstandsvermogen
Rolleri standaard gereedschap is inductie gehard.
Het belangrijkste kenmerk is de oppervlaktehardheid, die 60HRC kan bereiken en de penetratiecapaciteit van de behandeling die tot een diepte van 4 mm in het materiaal kan komen. Om een constante hardheid op alle bij de warmtebehandeling onderdelen te garanderen, is een dubbele passage nodig. Daarom wordt na inductieharden de tempering fase uitgevoerd. Rolleri past verschillende ontlaad-technieken toe met betrekking tot het gebruikte materiaal en het profieltype voor warmtebehandeling: uitharding is mogelijk op "hoogfrequent" en "laagfrequent". Dankzij de twee technieken, wordt de hardheid van het oppervlak gegarandeerd en voor profielen met smalle delingen wordt het risico van breuk of interne scheuren voorkomen. Onderstaand een vergelijking tussen coreharding en Rolleri inductieharden.
.jpg)
.jpg){kind=link}
{kind=link}
.jpg)
.jpg){kind=link}
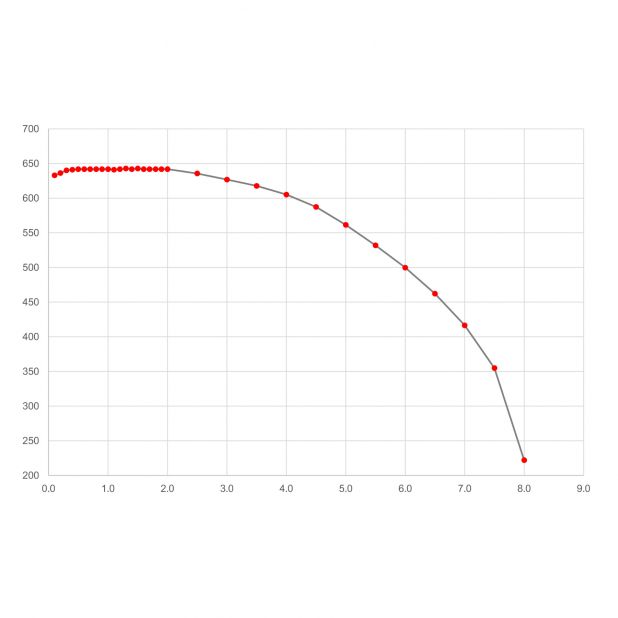
Deze grafiek toont aan:
Rolleri inductieharden heeft een slijtagebeeld van 0,003 mm na 12600 arbeidsslagen;
Coreharden heeft een slijtagebeeld van 0,014 mm na hetzelfde aantal arbeidsslagen.